












すべての製品
-
 ドナルドMcwayneよいチーム・メンバーは時間の予算を常に提供し、すばらしい仕事我慢強く質問に答える!
ドナルドMcwayneよいチーム・メンバーは時間の予算を常に提供し、すばらしい仕事我慢強く質問に答える! -
 ヨセフ アレキサンダー私は優美と取るとき十分に尊重されて感じて、彼女は最高の助言を常に与えた。得られる橋パネルの最初のバッチは大きい。ありがとうすべて。
ヨセフ アレキサンダー私は優美と取るとき十分に尊重されて感じて、彼女は最高の助言を常に与えた。得られる橋パネルの最初のバッチは大きい。ありがとうすべて。
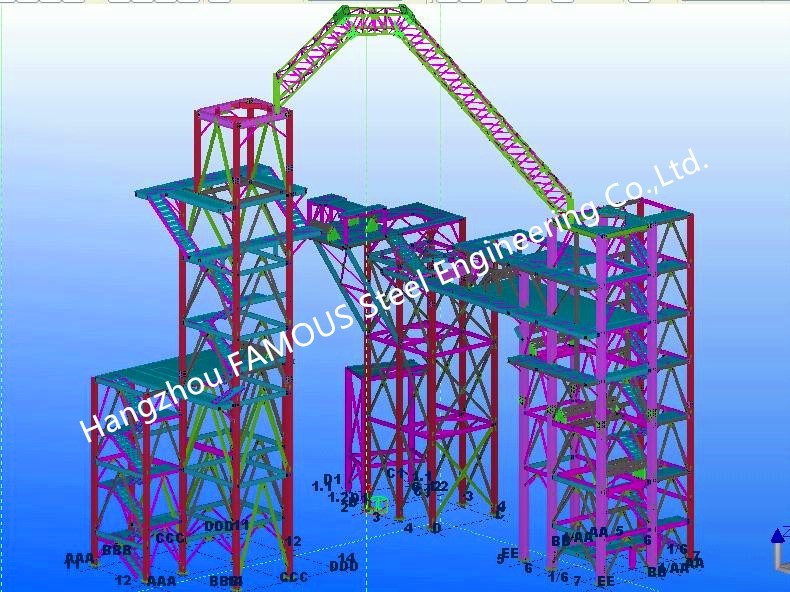
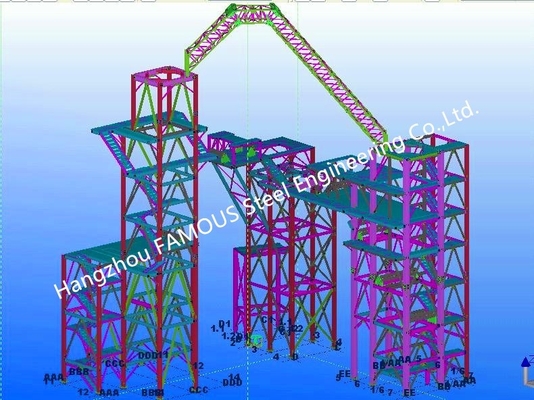
アルミニウム ステンレス鋼のプラットホームの製作の産業機械の仕事の金属装置に金属をかぶせなさい




| 起源の場所 | 浙江中国 |
|---|---|
| ブランド名 | FAMOUS-KNSN |
| 証明 | ISO9001, AWS D1.1 and EN1090 etc |
| モデル番号 | 有名装備しなさい。 |
| 最小注文数量 | 100MT |
| 価格 | USD1000~USD3000 per ton |
| パッケージの詳細 | 容器または壊れ目の大きさの容器等のための耐航性のある組み立てられたパッキング |
| 受渡し時間 | 店のデッサンを詳しく述べた後dependingly 2-3か月 |
| 支払条件 | L/C、T/T、ウェスタン・ユニオン |
| 供給の能力 | 1ヶ月あたりの10000MT |
商品の詳細
| 色 | 灰色かカスタマイズされる | 材料 | 正常なか低温は鋼鉄に影響を与えた |
|---|---|---|---|
| 等級 | S275、S355JR、A572、SM490、Q355、Q235等 | 表面 | 塗られるか、または電流を通される |
| 標準 | 米国、ヨーロッパ、オーストラリア、イギリス英本国等。 | 適用 | 装置のプラットホーム |
| ハイライト | 金属のプラットホームの製作,アルミニウムおよび鋼鉄製作,アルミニウム ステンレス鋼のプラットホームFAMOUS-KNSN |
||
製品の説明
産業機械の仕事プラットホームは装置のプラットホームの鉄骨フレームの製作に金属をかぶせる
専門の外国の標準の金属の鋼鉄製作者としてEU-USまたはイギリスのAU等の標準および条件に基づいてさまざまな機械類の&equipmentのプラットホームの鋼鉄組み立てを製造するために、私達はかなり可能である。
大規模な産業設備のプラットホームの鉄骨構造フレームの製造工程および工程:
経済および社会の開発によって、生産の大規模な装置のための必要性はまた絶えず成長している。同時に、社会および経済の開発および科学技術の進歩はこれらのの製造に可能性を大規模な装置提供した。但し、大規模な装置の製造工程はかなり複雑である。電子に加えて、油圧および他の部品はまた、自身の構造の製造業かなり複雑であり、全体の装置のかなりの割合を占める。装置の構造自体に基づいて、この記事は製造工程および工程から複雑な工程を詳しく説明する。
1. 装置の鉄骨構造の生産の第一歩はデッサンおよび削除を分解することである
削除プロセスは必須の部品に鋼板かプロフィールを処理することである。削除プロセスは3つのタイプに主に分けられる:鋼板の消し、プロフィールの消し、そして残りの材料の受け入れ。分解し、消す構造の生産の第一歩が生産のためのテクニカル サポートおよび原料の調達のための信頼できる基礎の本質であるので。従って、このプロセスで、技術者のように、万能の方法でデッサンを考慮しなければなり生産へ最も有利である生産の技能を考慮に入れる。次のポイントは荷を下すプロセスの間にに注意を払われなければならない:
(1)正しくデッサンをつかむために、私達はデッサンの理解そして把握が正しいことを保障するように広範囲の評価を行なわなければならない;
(2)材料表を作った場合、注意しなければならない材料の例えば、サイズが収縮を溶接すること、機械化、等考慮されるべきである)物質的なデッサンのサイズが技能を考慮するべきであるので版の数そして材料への、および物質的なデッサンは正しいべきである(主に物質的なデッサンのサイズを参照する、;
(3)残りの材料の接続はデッサン、特に溶接に相当して指定に従わなければならない;
(4)シートを、血しょうかCNCの切断を使用した場合、打抜き機を消すことはカット シートの次元の正確さを保障する切れる前に修正されなければならない;
(5)溶接の溝の前処理のために、溝は処理された後このプロセスの完了を保障することを、きれいにしなければなり次のプロセスに不必要な悩みを持って来ない;
(6)処理する穴のために穴は事前ドリルおよび後溶接訓練に一般に分けられる。従って、このプロセスで穴の処理の時間ポイントを区別するために、デッサンは注意深く点検されなければならない;
| 厚さ | 1-16mm、または設計必要性に基づいて |
| 積載量 | dependingly 0.5-200MT |
| 表面 | 塗られたか、または電流を通された表面 |
| 特徴 | の腐食防止Anti-rust |
| 証明書 | ISO9001、ISO3834、EN1090、AWS等 |
| 保証期間 | 外国の標準QA QCプロセス |
| 受渡し時間 | 30-90日 |
| サンプル | 航空速達への顧客の支払に試供品 |
| 注目 |
OEM&ODM等はサービスを提供したカスタマイズした |
2. 装置の鉄骨構造の生産、すなわち、rivetingおよび溶接の段階のアセンブリそして溶接。組立工程はデッサンの条件に従って必須の部品か予め組み立てられた部品に終了する材料を組み立てることである。アセンブリが完了した後、溶接は遂行され、溶接はデッサンに相当して溶接の指定の条件に従って遂行される。このプロジェクトは溶接のリベット留めと一まとめに言われる。