












すべての製品
-
 ドナルドMcwayneよいチーム・メンバーは時間の予算を常に提供し、すばらしい仕事我慢強く質問に答える!
ドナルドMcwayneよいチーム・メンバーは時間の予算を常に提供し、すばらしい仕事我慢強く質問に答える! -
 ヨセフ アレキサンダー私は優美と取るとき十分に尊重されて感じて、彼女は最高の助言を常に与えた。得られる橋パネルの最初のバッチは大きい。ありがとうすべて。
ヨセフ アレキサンダー私は優美と取るとき十分に尊重されて感じて、彼女は最高の助言を常に与えた。得られる橋パネルの最初のバッチは大きい。ありがとうすべて。
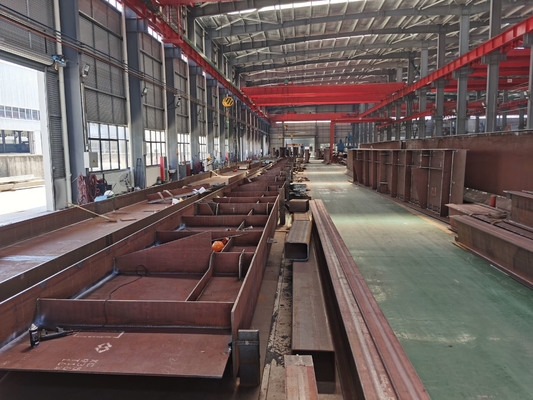
平行のビーム構造スチールフレームの構造プロセスAS/NZS 1554のオーストラリア標準





| 起源の場所 | 中国 |
|---|---|
| ブランド名 | FASEC |
| 証明 | CE, ISO, SGS |
| モデル番号 | HZFS |
| 最小注文数量 | 20トン |
| 価格 | USD1000-2600/ton |
| パッケージの詳細 | 容器または大きさの容器の耐航性のあるパッキング |
| 受渡し時間 | 2-3か月のような顧客の必要性によって |
| 支払条件 | L/C、T/T、D/A、D/P |
| 供給の能力 | 1年ごとの100000トン |
商品の詳細
| 材料 | Q355bの鋼鉄 | 等級 | Q355b |
|---|---|---|---|
| タイプ | 重い | サイズ | カスタマイズされる |
| 表面処理 | 電流を通されるか、または塗られる | 色 | カスタマイズされた色 |
| 適用 | 構造 | ||
| ハイライト | 平行のビーム構造スチールフレームの構造,構造スチールフレームの構造AS/NZS 1554,FASECの構造スチールフレームの構造AS/NZS 1554 |
||
製品の説明
AS/NZS 1554のオーストラリアの標準は構造スチールの構造の製作を証明した
溶接は熱、高温、または高圧によってプラスチックのような金属か他の熱可塑性材料を結合するための製造工程そして技術である。ガスの炎、アーク、レーザー、電子ビーム、摩擦および超音波を含む現代溶接のための多くのエネルギー源が、ある。
手動アーク溶接および二酸化炭素のガスは溶接の消耗品および装置を保護した
1。電極は高温乾燥箱で乾燥し電極が乾燥するべきである回数は2回を超過するべきではない。
2。溶接ワイヤの包装は良好なべきである。それが傷つけば、溶接ワイヤは汚染されて、曲がったか不調部分的に放棄されるべきである。
3。二酸化炭素のガスの純度は(容積の比率)、含水量0.05%より低いべきである(重量比率) 99.9%より低くない、びんの高圧が1MPaより低いときびんは停止するべきである。
4。溶接機の電圧はグラウンド ワイヤーしっかりと押されるべきである接触信頼できるべきであるケーブル正常な溶接はさみは傷つくべきではないワイヤー送り装置はワイヤーに均等に与えられるガス管は空気漏出か妨害の自由なべきである。
設置溶接施工方法および一般要求事項
溶接の一般的な順序は次のとおりである:溶接のパッドおよびアーク ストライクの版の→の溶接の→の点検の前溶接の点検→の予熱そして錆取り外しの→の取付け
1。溶接の前に、開先角度、鈍い端、ギャップおよびオフセット量を点検し、溝のそして両側の錆の点、オイル汚れ、酸化鉄のスケール、等を取除きなさい。
2.予備加熱しなさい。溶接の前に、均一に溝を熱するのにガス溶接か特別な焼ける銃および両側の100mmの内の母材使用することは温度が表面の条件かローカル酸化に会わないことを測定し、温度を防ぐために、および表面の温度計との温度を予備加熱する。
3.温度が十分でなかったら予備加熱の温度を、それそれに条件を満たさせる再び熱されるにはべきである再確認しなさい。
4。溶接の後ろ板およびアークの殴打の版を取付けるとき、表面の清潔の条件は溝の表面と同じである。後ろ板をおよび母材は密接に添付しアークの顕著な版および母材はしっかりと溶接されるべきである。
5.溶接:最初の層の溶接のビードは溝が満ちているまで溝の母材と後ろ板間の関係を密封するべきで次に層溶接の層を集める。各々の溶接の継ぎ目の後で、溶接のスラグ完了され、はねは取除かれなければならない。そこに欠陥を溶接すれば、時間に取除かれ、修理されるべきである。
6。接合箇所は絶えず溶接されなければならない。溶接が最後の手段として中途半端に停止すれば、熱保存および遅い冷却と扱われるべきである。溶接し直す前に、それは規則に従って再び熱されるべきである。
7.溶接は雨か雪の場合には停止しそこに部品の溶接の接合箇所のまわりにそしての上に風の盾およびおおいべきである。溶接は風速が5m/s.より大きいとき停止するべきである。周囲温度がゼロより低いとき、予備加熱および加熱後の手段は規則に従って取られるべきである。
8。カーボン構造スチールは溶接の周囲温度に冷却され低合金の構造スチールは溶接欠陥の検出のために24時間完了の後のテストされるべきである。
9.溶接工および検査官は仕事の記録的な形態を注意深く記入するべきである。
典型的な接合箇所のための溶接順序そしてプロセス パラメータ
1。ラグナットのない上部および下のコラムが両側の2人の溶接工によって版の厚さの1/3に対称的に溶接されるとき、ラグナットを断ち切りなさい。
2。それから2人の溶接工は切られた耳の版の側面の両側の版の厚さの1/3に対称的に溶接する。
3。2人の溶接工はそれぞれ2つの隣接した側面の溶接に責任がある。
4。それぞれ間の溶接ビードの接合箇所は互いから2つの層ぐらつくべきである。2人の溶接工によって溶接される溶接ビードの接合箇所はまた各層のstaggerednessに注意を払うべきである。溶接プロセスの間に、層間の温度の検出に注意は払われるべきである。
5.溶接のプロセス パラメータ:
二酸化炭素のガスは溶接を保護した:ワイヤー直径Φ1.2mm、現在の280~320Aの溶接の速度350~450mm/min
ワイヤー延長長さ:約20mmのガスの流れ25~80L/min、
電圧29~34Vの中間膜の温度120~150℃
タイプの溶接
1.電極のアーク溶接:
主義-手動の電極によって溶接のためのアーク溶接方法。電極と溶接物の間に確立されるしっかりした溶接継手を得るために安定した非常に熱いアークを使用して電極および溶接物は溶ける。それはガス スラグ接合箇所の保護に属する。
主な特長-適用範囲が広い操作;溶接される接合箇所のための低いアセンブリ条件;広範囲溶接できる金属材料;低い溶接の生産性;溶接質への強い依存(溶接工の作動の技術および現地の性能によって)。
造船業で、ボイラーおよび圧力容器、機械類の製造業、建築構造、化学装置および他の製造業および維持工業広く利用された適用-。それはさまざまな金属材料、さまざまな厚さおよびさまざまな構造形の溶接のために適している(上記の企業で)。
2. サブマージ アーク溶接(自動溶接):
主義-変化層の下のアークの焼跡。溶接はワイヤー、変化および母材(溶接)を溶かすことによってワイヤーと溶接物の間で燃えるアークによって発生する熱を使用して形作られる。スラグ保護。
主な特長-高い溶接の生産性;よい溶接質;低い溶接の費用;よい労働条件;スペースで溶接すること困難;アセンブリ質を溶接するための高い条件;悪い)および短い溶接。
造船業、ボイラー、橋、持ち上がる機械類および冶金の機械類の製造業で広く利用された適用-。サブマージ アーク溶接は溶接が水平姿勢でまたは小さい取付角と保つことができるあらゆる溶接物に使用することができる。版の厚さは5つのmm (反焼跡)より大きいべきである。溶接カーボン構造スチールの、低合金の構造スチール、ステンレス鋼、耐熱性鋼鉄、合成の鋼鉄、等。
3. 二酸化炭素のガスは溶接を保護した(自動か半自動溶接):
主義:溶解した電極のアーク溶接方法二酸化炭素を保護のガスとして使用する。ガス保護。
主な特長-高い溶接の生産性;低い溶接の費用;小さい溶接の変形(集中されたアーク暖房);高い溶接の質;簡単な操作;高いはね率;交流電力と溶接すること困難;悪い風の抵抗;金属。
適用-主に溶接の低炭素鋼鉄および低合金の鋼鉄。さまざまな厚さで利用できる。、機関車および車の製造業、化学機械類、農業機械、鉱山機械および他の部門自動車製造業で広く利用された。
4. MIG/MAGの溶接(非常に不活性ガス/活動的なガスを溶かすことは溶接を保護した):
ミグ溶接の主義-溶ける電極としてガスそして溶接ワイヤの保護として不活性ガスを使用してアーク溶接方法。
保護のガスは通常それからアルゴンまたはヘリウムまたは混合物である。MIGは不活性ガスを使用し、MAGは不活性ガスにわずか活動的なガスを、酸素、二酸化炭素、等のような、加える。
よい主な特長-質を溶接する;高い溶接の生産性;酸素除去および脱水素の反作用無し(溶接材料の表面のクリーニングのための溶接の欠陥、特に厳密な条件を形作ること容易な);悪い風の抵抗;複雑な溶接装置。
適用-主におよび合金、ステンレス鋼およびある合金鋼できる(余りに高い)非鉄金属の溶接のために使用されるほとんどすべての金属材料を、溶接。最も薄い厚さは約1つのmmであり、最高の厚さは基本的に無制限である。
5. ティグ溶接(タングステン不活性ガスは溶接を保護した)
主義、アークはタングステンの電極発生したと溶接物-不活性ガスの保護を受けて…の間で(または注入口ワイヤーなしで)母材および注入口ワイヤーを溶接の溶接方法を形作るために溶かすのに使用されている。電極は溶接の間に溶けない。
主な特長-強い適応性(安定したアーク、はね無し);低い溶接の生産性(タングステンの電極に悪い現在運送容量(反タングステンの電極が溶けることおよび蒸発、反タングステンの溶接の継ぎ目ある));高い生産費。
適用-ほとんどすべての金属材料は高温合金、アルミニウム、マグネシウム、チタニウムおよび合金、処理し難く活動的な金属(ジルコニウム、タンタル、モリブデン、ニオブ、等)およびisobellの金属溶接するために一般的、ステンレス鋼溶接する、ことができる。溶接の厚さは一般に6つのmmよりより少し、または厚い部品の最下の溶接である。small-angle溝(狭い溝の技術)を使用して90mm以上厚さの狭いギャップの自動ティグ溶接をの実現できる。
![]()